

Locking Wheel Nut Removal (King's Lynn)
(page takes a long while to load due to high definition pictures)
McGard locking wheel nuts (as fitted to GM cars) are a pain to remove if the locking key has been lost or broken.
Reason being they are made with a floating-rotating collar to prevent reverse thread extractors gripping them.
There are 43.000 differing combinations of keys for McGard locking keys (info ex McGard website) so any hope of someone having a master set is just a dream!
From the photos below, you can see how we get them off without damaging the wheels.
Method 1... You will need!
1. MIG welder feeding 0.8mm stainless 312 or 309LSi wire (not A18 copper coated mild steel filler wire). I use a 210amp AC MMA arc welder with 3.2mm 312 electrodes. As 15kg rolls of stainless MIG wire are too expensive.
2. Leather or fibre glass welding banket with a hole in it!
3. 100mm x 65mm thin sheet of aluminium or copper, to form and make a 32mm diameter heat sink.
4. Thin walled 24mm 12 point sacrafical socket welded to a 1/2" extension.
5. Hammer 2lb
6. Breaker bar.



Drape welding blanket over the wheel, postion hole over locking wheel nut to be removed, form 100mm x 65mm thin sheet of aluminiun or copper into 32mm tube then cut and splay one end to secure welding blanket (see photos). As the cut tube springs out, it will hold everything in place.
The reason the tube is aluminion or copper is not only for a heat disapation, but mainly due to the fact weld splater will not stick to it.
Weld outer hardened steel ring to centre of locking nut. The trick here is to over weld over the edge in one or two places, to allow the socket to grip the outer ring.
Hammer 24mm thin walled socket over welded locking nut and unwind the nut, the blobs of weld over one edge will jam against the inside of the 12 point socket causing it to jam, allowing removal of the locking wheel nut.
My 24mm socket is welded to a 1/2" extension with a hole in the top. Should the weld crack! I can then place a bar thru the hole, hammer it off in reverse and re-weld it. Then hammer it back on for another attempt.
This method works well. No damage to the alloy wheel. Heat from tack welding releases stuck wheel bolts. All tools are reuseable.
Drilling wheels nuts out is possible, but it is really-really hard work! You will need a very slow speed geared drill, cobalt drill bits, coolant and plenty of time. We use a Hitachi D13 drill in reverse with left hand drill bits. Problem with this method is, the drill bits are very expensive! It is very possible to destroy over £30 of tooling (left hand cobalt drill bits) per wheel nut removed! Taking into account the time and tooling involved. We only drill wheel lugs bolts out is if there is no clearance within the wheel recess to use a heat shield and the superior welding method.
Peugeot Citroen type locking wheel nuts with duel spinning centres.
Method 2... You will need!
1. 140amp+ AC MMA arc welder (not a modern DC invertor type welder).
2. 3.2mm 312 electrodes, we use Elga Cromarod 312 Stainless Electrodes at £66.00 per 3kg.
3. Alloy heat shield.
4. 20mm x 8mm mild steel flat bar. Or 20mm x 10mm bar with a 32mm M22 hub nut welded on one end to use a 3/4 impact wrench on real stubborn wheel bolts.
5. 115mm electric grinder plus grinding disc.
Weld the 20mm x 8mm bar to the end of the locking wheel nut. Then unscrew wheel nut with a large 18" adjustable spanner.
The secret of this method is not to use standard 6013 welding rods.
It is impossible to use a Mig welder for this method as you cannot get the Mig torch in the gap between the flat bar and the heatshield.
We use Elga Cromarod 312 rutile flux coated electrode which deposits a 29%Cr / 9%Ni austenitic/ferritic stainless steel weld metal with a ferrite content of approximately FN50. The weld metal exhibits excellent tolerance to dilution from dissimilar and difficult-to-weld materials without hot cracking (most locking wheel nuts have a chrome coating). 3.2mm electrodes pushed to 125+ amps just give the right amount of penatration for the job without too much heat-slag near the wheel.
Elga Chromarod's are rated for AC welding voltage. This type of welding is impossible in DC voltage due to arcblow. Rotating wheel bearings cause friction, which in turn slightly magnetise the steel (plus some wheel bearing have magnetic ABS relutor rings in them). Which causes problems with the molten metal when arc welding. In DC the molten metal gets thrown everywhere, in AC the polarity changes 50.000 a second (50Hz) and there is no problem.
I always use a magnetic earth clamp for this job. It is more suited to the task of positioning a flat bar in the wheel recess than a standard crocodile earth clamp. A mag-clamp on the lower side of the bar, allows more access for your welding electrode in the limited space.
Not many stainless 312 welding rods are rated for AC and low open circuit voltage (50V). Most modern 312 rods are rated for DC and a higher 80V OCV. Welding rod electrodes are now designed to be sold for use with modern DC invertors with higher open circuit voltages. But this is one job which is best done with a cheap AC transformer welder or an aging Oxford oil cooled welder. Welder machine duty cycle is not an issue with this job, as two 350mm electrodes will be enough to remove four wheel nuts. Plus the down time of burning half an electrode, then stopping to remove the wheel nut, will let even the cheapest welding plant cool down.
Grind the wheel nut off the bar and reuse it.


Over torqued (or corroded) locking wheel nut, owner snapped the locking key trying to change the wheel. 25mm x 6mm bar welded to nut twisted 120 degrees before the nut released!
(Note: From the pictures! This was achieved with no damage to the wheel!)

Severly over torqued (or corroded) locking wheel nut. 20mm x 8mm bar welded to nut twisted 360 degrees before the nut released, but the weld held!

We charge at our workshop in King's Lynn PE301PH
£30 for one wheel
£80 for a set of four
(If you cannot get your car to our workshop we can recover it in with a lorry at extra cost)

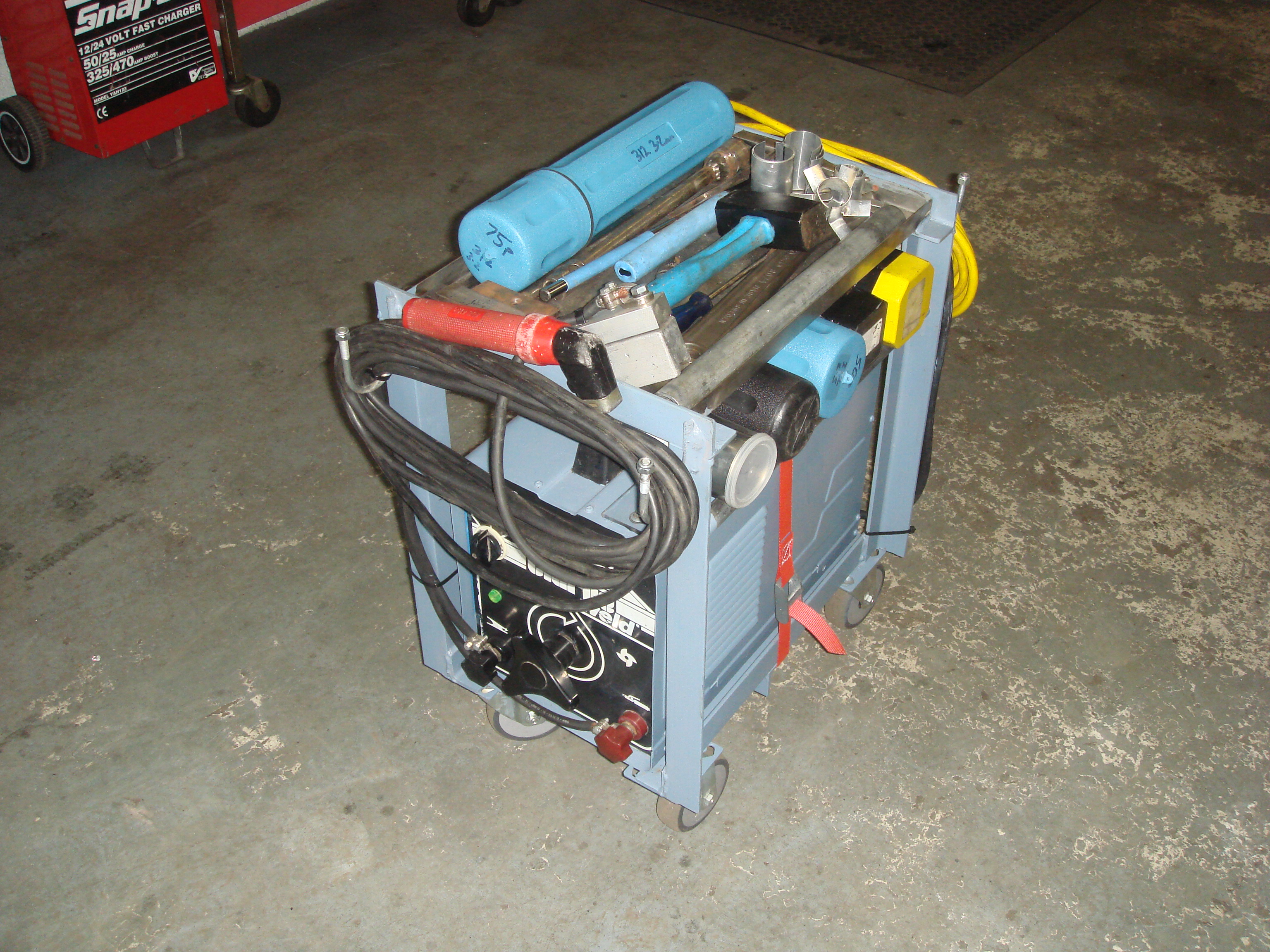
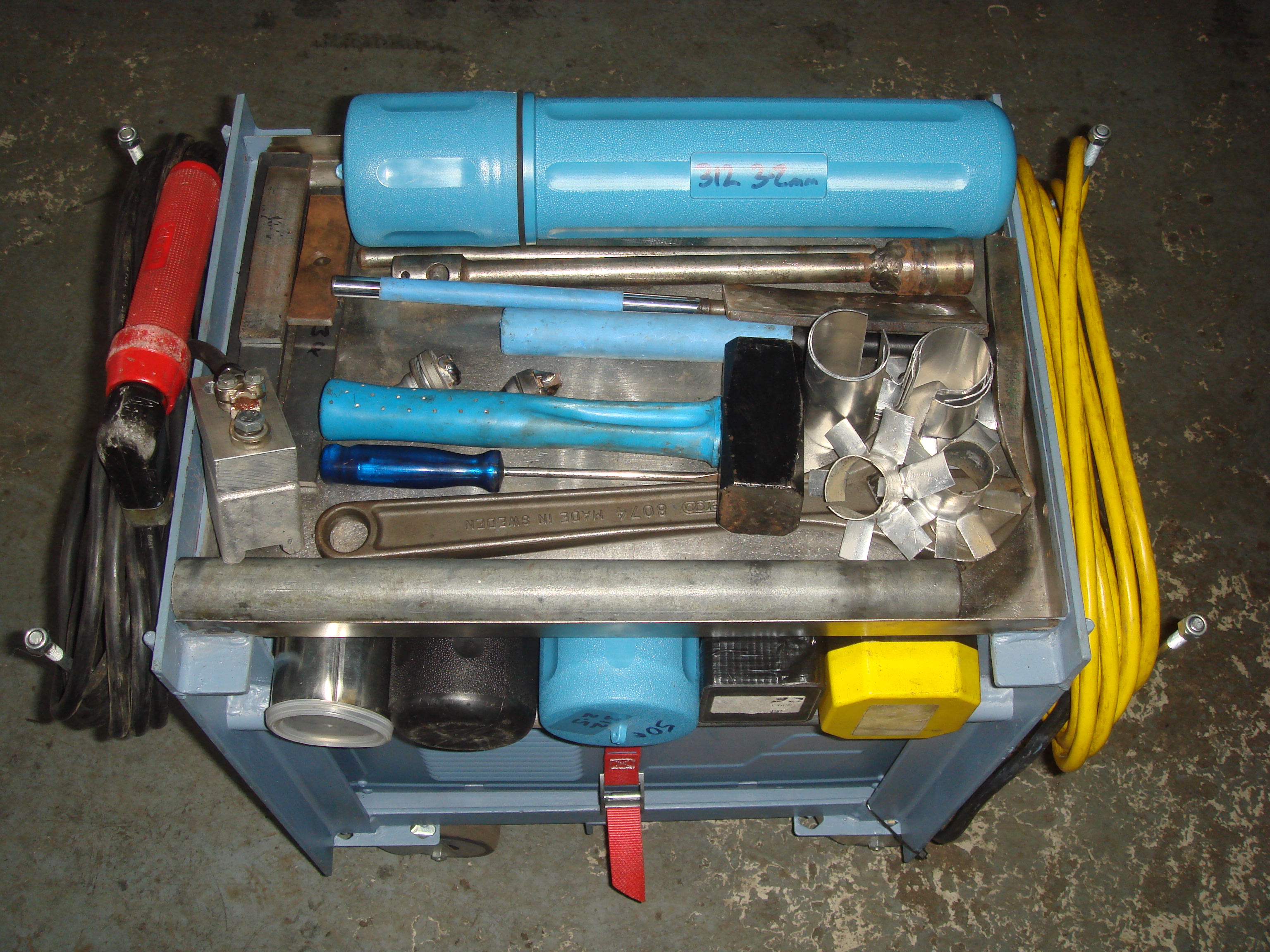
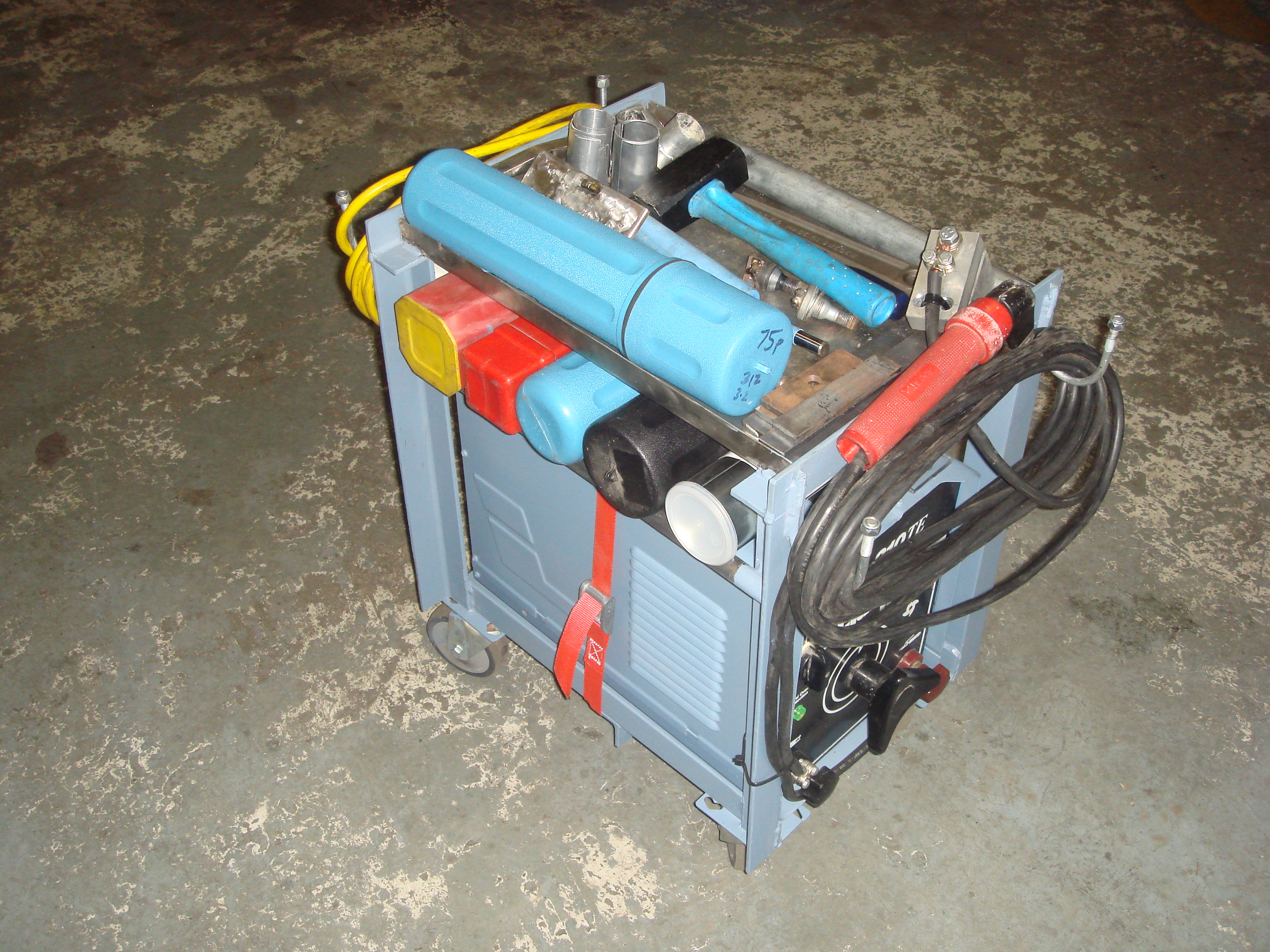
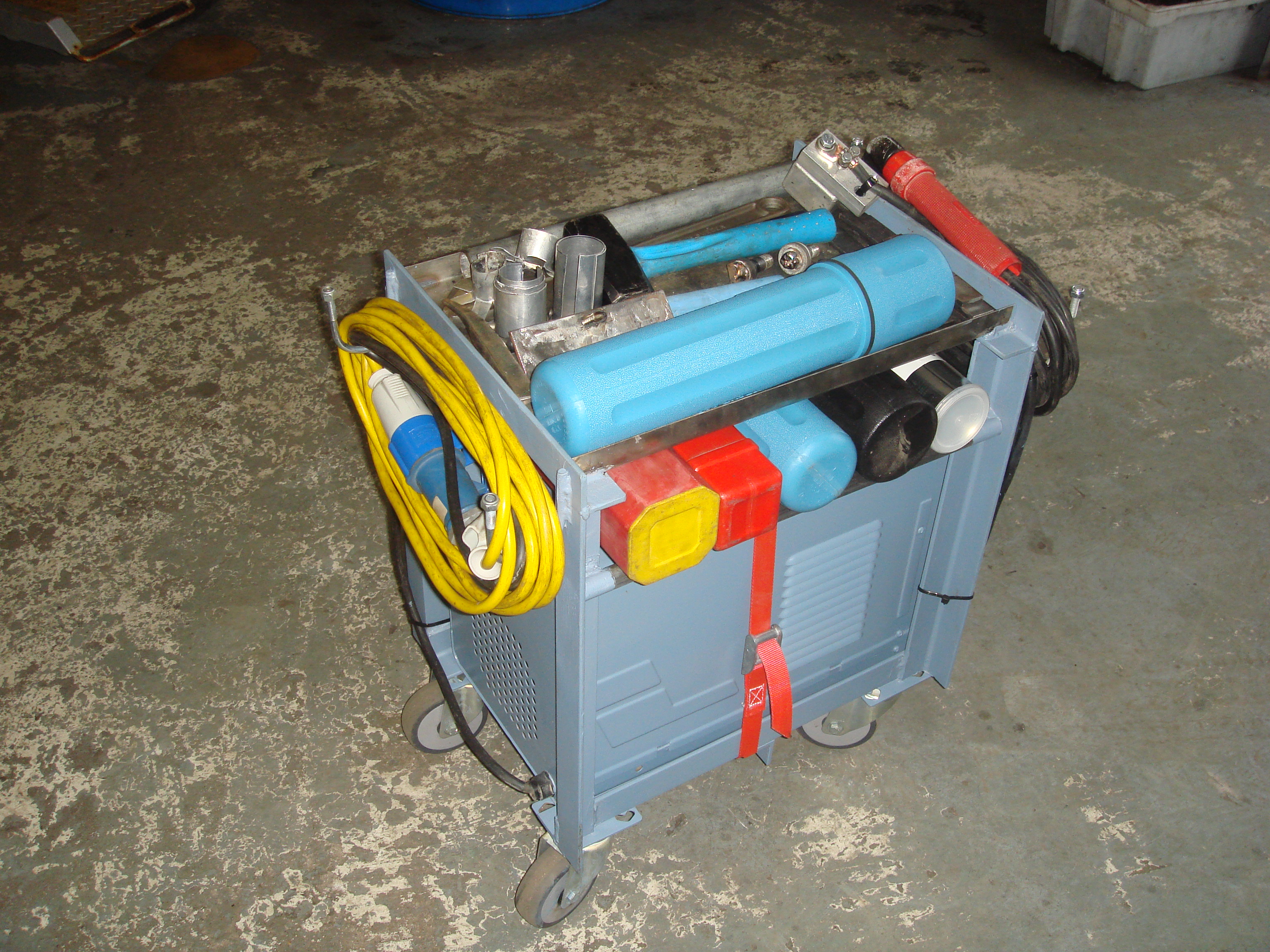
Our workshop wheel nut removing trolley!

Me..! Dressed for the job!

Collection of new "odd" wheel lug nuts!

Jaguar 2001 - on X Type S Type XK XJ XK8 XF XKR models fitted with "hyper dome" locking wheel nuts, these are the type with a larger than normal wheel key, with a real thin brittle edge that break!
I hear on a daily basis... "they did my wheel nuts up too tight with an air impact gun". When the real truth is I believe: The problem may have been caused by "a dog cocking its leg up your car wheel". Then you added heat from the cars braking system, to the dissimilar metals of your alloy wheels, cast steel hub, nickel or chromium coated wheel nuts. Then electrically charged the irons in them with a magnetic AC charge from your ABS wheel hubs. Then annually doused them in road salt, after stripping any protective lubricant off them with traffic film remover at your local car wash. It is the perfect chemistry set for corrosion. It really is...
Workshop (safety) notes::
1. All stainless welding electrodes, including 312 rods have self releasing slag. Don't be tempted to lift the vehicle on a two post ramp to enact the job. Lift vehicle on a trolley jack, when the cooling welding slag "pings out" at 200mph plus! If you are working on the floor, you will have stood up and lifted your welding helmet, the slag will hit you in the shins. If you do the job on a ramp, it will hit you in the face or even worse your eyes, blinding you. Plus it speeds the process up, as you need the tyre on the floor for the reaction force to remove the welded wheel nut. Safety glasses are a must for this task!1. All stainless welding electrodes, including 312 rods have self releasing slag. Don't be tempted to lift the vehicle on a two post ramp to enact the job. Lift vehicle on a trolley jack, when the cooling welding slag "pings out" at 200mph plus! If you are working on the floor, you will have stood up and lifted your welding helmet, the slag will hit you in the shins. If you do the job on a ramp, it will hit you in the face or even worse your eyes, blinding you. Plus it speeds the process up, as you need the tyre on the floor for the reaction force to remove the welded wheel nut. Safety glasses are a must for this task!
2. Never-ever use welders with HF, hot start or anti stick functions on vehicles. As they can damage the cars electronics. Removing battery leads or using anti-surge clamps does not really reduce the risk. Positioning of the welding earth clamp as near to where you are welding as possible will reduce the risk of damage to electronic modules. The only safe method is gas welding using oxygen and acetylene (if you don't set the car alight) or remove every module from the car.
3. Don't buy a Dynomec tool, they really only work on 10% of wheel nuts. They are expensive, the replacement cutters are expensive and difficult to source.
4. Excessively over torqued wheel nuts can be released by "stretching the threads". Remove the remaining wheels nuts, beat the end of the locking nut with a suitable drift and 4lb hammer, it works!
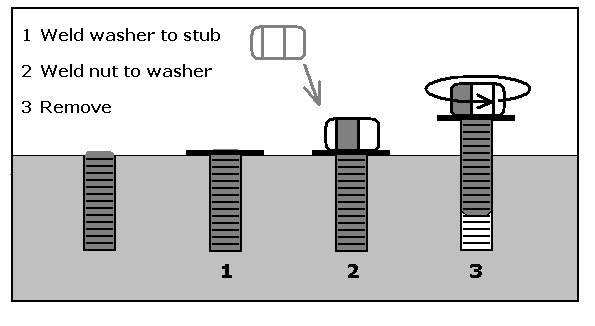
General workshop info: Mastering the art of MMA (arc welding) dissimilar metals in awkward positions is a good skill to have within a car repair workshop. Once you have the welder and electrodes. Most broken bolts can be removed by placing a washer around the broken bolt or stud, welding it to the broken bolt then welding a nut to it. MIG welding has its place within a car repair workshop for panel work and exhausts! But the ability to position an arc welding electrode where a MIG torch cannot fit, plus the instant heat and weld penetration it provides. Is a real problem solver sometimes. For specialist jobs, welding electrodes are availiable in small quantity low cost packs. Specialist rolls of MIG filler wire are normally only supplied in very expensive 15kg rolls which you may never use in a whole lifetime in a garage..

If you buy XG168 X-Tractalloy welding rods you can even weld down a hole! It's true, look at the photos!
Downhand rods which have alloy loaded fast freeze flux coating, which will not adhere to the sidewall thread.
These have to be a better bet than trying to drill out or spark erode a broken cobalt drill of even a snapped tap!
Page updated 28-05-18